
こんにちは、なるラボの「ちゃだこ」です。
2月12日になるテックは、秋田県横手市(旧平鹿町)にある、日本酒「天の戸」を製造する「浅舞酒造」さんを訪ねました。
お酒作りを1から見学させていただいたり、見学の後は浅舞酒造さんのお酒を試飲させていただいたり充実した酒蔵見学でした。
今回は製造工程はもちろん、試飲の様子まで全てレポートします!
また、最後には、代表である柿崎様の日本酒にかける想いも語っていただきました。
「酒蔵ってどんなとこ?」「新しい日本酒を開拓したい!」という方は、ぜひ最後まで読んでくださいね!
大正6年創業 歴史ある「浅舞酒造」

浅舞酒造さんは大正6年創業と長い歴史をもつ酒蔵です。
上質な秋田県産米と澄んだ水に恵まれた蔵を誇りに、最高の純米酒を届けることに日々尽力しています。
有名な酒銘柄「天の戸」は、創業者の柿崎様が“天の戸は静かに明けて神路山 杉の青葉に日影さすみゆ” という古歌から引用し、命名しました。
現在30種類以上の銘柄を販売*しており、2020年には、Kura Master純米大吟醸部門でプラチナ賞(最高賞)を受賞され、全部門トップ18銘柄にも選出されています。
※参照:https://amanoto.co.jp/lineup/
また、東成瀬のふるさと納税の返礼品にもなっている、東成瀬村岩井川の地で造ったお酒も、浅舞酒造さんが酒造しております。
酒蔵見学〜製造工程の紹介〜

それではさっそく、酒造見学の様子をレポートします!
今回、浅舞酒造 製造部係長の佐々木さんより酒蔵を案内していただきました。
※敷地内に入る際、衛生面での対策をしっかりと行いました。
いきなりですが、みなさんは酒造りの工程をご存知でしょうか?
レポートに入る前に、ここで酒造りの流れをご紹介します。
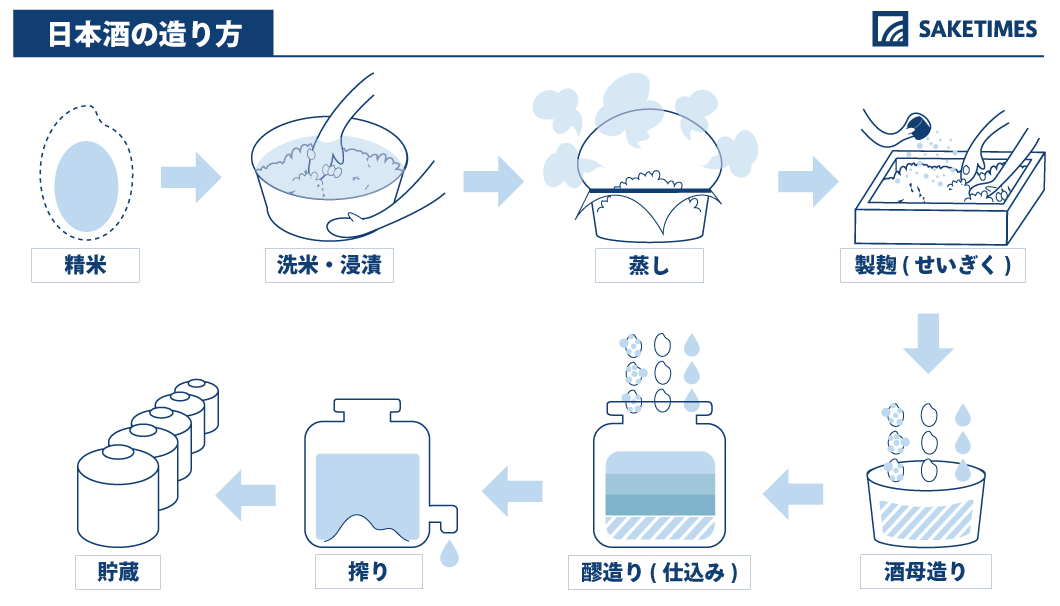
引用:SAKETIMES
浅舞酒造さんのこだわりは「水」「米」「搾り」。
製造過程に使用する「水」は、山々に囲まれ特別豪雪地帯である東成瀬村の成瀬川から流れる伏流水を使用しております。
酒造りに適した水の条件は、麹や酵母の成長を促すリンやカリウム、カルシウムなどの有効成分を含んだ水です。
これは、雨や雪といった水が月日をかけて地表から地下へと地層深くろ過されることで作られます。
お米は、酒蔵が位置する横手盆地のお米を100%使用。
盆地は、夏は稲作に適した高温の日が多く、冷害や台風などの災害が少ないため米作りに適した気候です。
また、製造における最終工程の「搾り」は、古式槽しぼり方式。
一滴のために時間をかけることで上質な純米酒が生まれます。
天の戸の醸造には、通称「袋降り」と呼ばれる作業が求められます。
袋降りは体感温度が氷点下の環境で行う手作業と、腰を折りながらの重労働ですが、これこそ「米の旨みを大切にしたこだわり」です。
精米

最初に見学を行ったのは、精米済みのお米が保管されている倉庫です。
日本酒造りは、主原料である酒米を精米することから始まります。
みなさん、日本酒用に精米されるお米の大きさをご存じでしょうか?
米の表層にはたんぱく質や脂質など、お酒の雑味の原因となってしまう栄養素が含まれているため、通常3割ほど磨き上げます。
このとき、どのくらいお米を磨くか(削るか)が日本酒の味わいに影響してきます。

例えばこちらは、あきたこまちの精米歩合60%のお米なので、米粒全体のうち40%を削っているということになります。
家庭などで食べるお米の精米歩合は約94%なので、かなり小さく見えますね。
浅舞酒造さんでは35%で精米されたお米も使用しており、これでも大きい方だと言います。
このように精米歩合*の低い白米のことを高精白といい、ローラーの目を細かくしてゆっくり回すため、精米するのに80時間ほどかかります。
※精米(玄米から表層部を削った米)して残った米の割合を%で表したもの
ちなみに精米歩合70%以下のものは「本醸造」、60%以下のものは「吟醸」、50%以下のものは「大吟醸」です。
よく見る「吟醸」などは精米歩合によって付けられたものだったんですね!
洗米

次に訪れたのは、洗米を行う区画です。
こちらの機械は昇降機と呼び、精米した米を入れると自動的に上にあがります。
その後、タンクから流れてくる4℃の水で研ぎます。
冬の洗い場のような、突き刺す冷たさ。
毎回キンキンの冷たい水でお米を研いでいるなんて、本当に頭が上がりませんね。
今回お話を聞いた中で、日本酒造りの大変さを感じたワンシーンでした。
蒸し

蒸しとは、その名の通り酒米を蒸す工程です。
ポイントは「炊く」のではなく、高温の蒸気で「蒸す」というところです。
酒米を蒸すことで、外側は硬めで内側が軟らかめな、日本酒造りに最適な蒸米ができあがります。
この蒸米の出来具合によって、酒質が大きく左右されるため、大切な工程です。

蒸米が終わったら、放冷機で蒸した米を冷やします。
米を上から落とすと、放冷機から出てくるあいだに、90度から6度まで下がります。
温度が下がったところで、各工程にもっていくのです。
製麹(せいぎく)
引用:SAKETIMES
蒸しを終えると、製麹の工程に移ります。
製麹とは、蒸米に麹菌を繁殖させ、麹を作ることです。
麹菌は納豆菌などに弱く、麹菌が死んでしまう恐れがあるため今回は見学ができませんでしたが、参考までに少し解説していきます。
そもそも麹は、米や大豆、麦などの穀物のカビの1種である麹菌を繁殖させたもので、蒸した米を利用した米麹は、お酒の原料となるでんぷんを糖化させ、お酒の旨みの元になるという役割があります。
ですので、麹が良くなければ美味しいお酒は造れないと言われるほど、製麹は最も大事な作業です。
通常、製麹は麹室(こうじむろ)と呼ばれる、室温が30℃前後の部屋で行います。
蒸米に麹菌の胞子をふりかけ、二昼夜にわたって異なる作業を行い品温管理し、じっくりと麹菌を育てていきます。
酒母造り

風格のあるドアを開けると、酒母室と呼ばれる部屋がありました。
酒母とは、まさに「日本酒の母」のような存在で、日本酒を作る土台となる液体です。
酒母を造る目的は、アルコールを生成するための酵母を大量に培養するため。
「蒸米」「麹」「酵母」「水」によって酒母は作られ、これをどんどん大きくしていくイメージです。
醪造り(仕込み)

これまでの段階で準備してきた仕込み材料を合わせながら、いよいよこのタンク内で仕込みながら発酵させていきます。
タンク内ではプクプクと泡が発生して発酵が進んでいるのが分かりました。
目に見えない小さな微生物が一生懸命働いて造っているように感じ、今回の酒蔵見学の中でも個人的に一番好きな工程でした。

先ほどの酒母室で6日7日ほど置いたものをこちらの発酵室に移動し、さらに蒸米、麹、水を入れ倍々で大きくしていきます。
これが「3段仕込み」という製法です。
「3段仕込み」を行う理由として、仕込みの際に全量を一気に発酵させると、酒母の中の酸が薄くなり、酵母菌の増殖が間に合わなくなります。
すると酒母は酸性を保てなくなり、雑菌が繁殖してしまいます。
そのため、酵母の様子を見ながら数回に分けて加え、ゆっくりと発酵させることが重要です。
酒造りは通常1本45日〜60日くらいで完成しますが、この発酵の工程では20日くらい時間をかけます。
ただ、夏になると酵母が活発に動きすぎて、上昇日数がどんどん早くなってしまうため、夏場より冬場の方が造りやすいと言われています。まさに「酒造りは寒造り」ですね。
以下3枚は発酵中の変化の写真です。

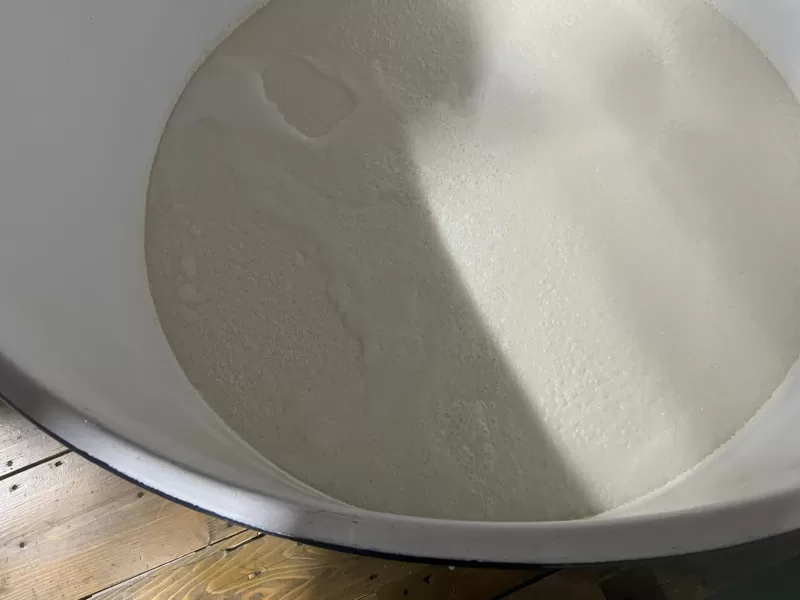

一日でもこの変化!
始めはフルーティーな香りでしたが、発酵が進むと、顔を近づけた瞬間むせるほどの強いお酒の匂いになりました。
日にちがちょっとでもズレると発酵が思っていたよりも進み、辛くなってしまうため日本酒造りは繊細な作業です。
そんな部分も含め、日本酒って知れば知るほど本当に面白いですよね。
しぼり


浅舞酒造が手掛ける秋田の地酒「天の戸」はすべて全量”古式槽しぼり”で行っております。
古式槽しぼりとは、木などでつくられた細長い酒槽に、醪*を入れた酒袋を何層にも重ね、押し蓋をして上から圧を掛けて搾る製法です。
※発酵中の液体のことを指します。酒母(しゅぼ)・麹(こうじ)・蒸米(むしまい)・仕込み水をいれて造る、いわば「日本酒になる前段階」というものです。
通常日本酒造りで使われる自動圧搾機は、ポンプで醪を送り半日で絞ります。
古式槽しぼりは、自動圧搾機に比べ時間と手間がかかる作業ですが、微発泡性のフレッシュなお酒に仕上がります。
これこそ米の旨みを大切にした天の戸のこだわり。
一滴のために時間をかけるからこそ、純粋なお米のお酒が生まれます。
ついに製品化!

しぼりまでの工程が終了すると、ろ過が行われ、以下5種類の成分を毎日分析します。
- アルコール
- 日本酒度
- 酸
- アミノ酸
- グルコース

日本酒度とは、通常日本酒の裏に表記されている「-2」「+3」といったものです。
一般流通酒は+2か+3くらいで、マイナスにいけばいくほど甘いです。
日本酒度を下げたいときは、発酵の段階で過水して酵母の動きを活発にしてあげます。
過水率を多くすると、酵母が増えることのできる範囲が広がり、酵母の数が増え栄養を食べるので、甘みがなくなるのだといいます。
ろ過や分析を終えると瓶詰めなどの工程を経て、ラベルが貼られ、ついに出荷です。
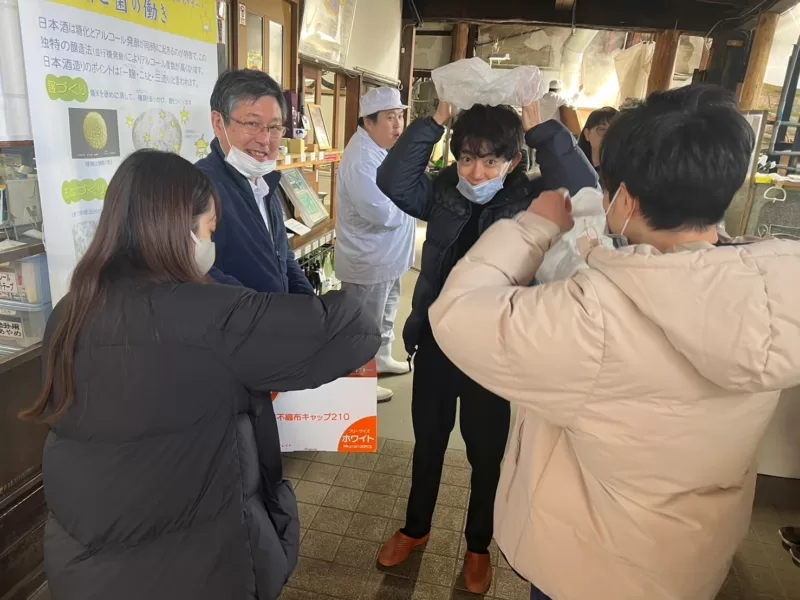
待ちに待った日本酒の試飲

酒蔵見学が終わったあとは、お楽しみの試飲へ!
同じ原料でも、1つ1つ味が全く違うことに驚きました。
日本酒はラベルや瓶の素材がどれもオシャレで、見ているだけでもワクワクしますよね。
芳醇辛口純米酒 醇辛・天の戸〈生〉
キリリとした辛口。スパッとキレて、あとから槽搾りの柔らかさが現れます。
肉料理や、白身のお刺身と合いそうですね。
これぞ日本酒!というような味わいでした。
純米吟醸 天の戸
去年新たに製造したお酒。一穂積が原料米。
一穂積でお酒を造るのは初めてとのことでしたが、ミルキーでコクがあります。
乳酸菌を感じられるような味わいです。
天の戸 天黒 黒麹仕込 純米原酒
鹿児島の焼酎蔵「大海酒造」さんとのコラボ商品。
まろやかさとすっきりした後味の黒麹仕込みの原酒です。
「Kura Master 2023」でプラチナ賞を受賞しており、一升瓶で買う方も多数いらっしゃいます。
天の戸 貴醸酒 貴樽
貴醸酒用の酒を、樽で寝かせて仕込みます。
瓶が細くてとてもオシャレですよね。
ビターチョコや塩キャラメルのように甘みを感じ、日本酒らしからぬ日本酒で何とも面白い味わいのお酒です。
天の戸・純米大吟醸 35<出品酒仕様>
浅舞酒造さんで造られる日本酒の中でも、最も自慢のお酒です。
秋田酒こまちの最高峰で、全国新酒鑑評会にも挑戦する出品酒仕様です。
ふくよかな香りとまろやかな味わい。天の戸の粋がここにあります。
天の戸・美稲〈生〉
こちらは秋田酒こまちを原料米とした生酒です。
搾って半月ほどするとお酒のキメがそろってきて、凛とした力強さが生酒の特徴です。
甘さも感じられ、フレッシュな香味を楽しめます。

なんと、5代目社長の柿崎様から特別なお酒も試飲させていただきました。
天の戸・純米大吟醸 35<雫取り>
通常の天の戸・純米大吟醸 35は少し黄色っぽいのに比べ、雫取りは真っ白で無色透明。
バナナやメロンと同じ成分を使用しており、香りも良く甘みも強いです。
友人の結婚式や、帰省した際の両親へのお土産に買っていきたいような、感動の日本酒でした。
今回案内していただいた佐々木さん、広報担当の田中さん、代表取締役社長の柿崎様からお話を伺いながら、楽しく試飲をさせていただきました。
「浅舞酒造」代表 柿崎様の日本酒へかける想い
今回は、柿崎様の日本酒に対する想いを伺うこともできました。
柿崎様は「今は日本酒のバリエーションも多くなってきていますし、生涯のお酒になるような日本酒を見つけていただきたい。それが弊社の商品や秋田のお酒になればいいなと。そして若い方が日本酒に目覚めるひとつのきっかけになったら嬉しい。」
と次世代に繋がるお酒の可能性についてお話されていました。
また、東成瀬村ブランドの日本酒を世界に広めていく取り組みとして協業していきたいとお話をし、ぜひ若い力で実現してほしい、という有難いお言葉も頂きました。
これからも挑戦を続ける浅舞酒造

今回は純米酒製造「浅舞酒造」さんを見学させていただきました。
「米作りから始まる酒造り」の気持ちを大切に、醸造技術への熱い気持ちが感じられる酒蔵見学でした。
浅舞酒造の日本酒はどれも米を使用した旨みがのっており、地元の米で酒造りを行っているので、自然味あふれる味わいが感じられました。
そして、なんと浅舞酒造では、日本酒用の酵母を使用したワインも醸造しています。
自分たちでぶどうを育てることも始めていたりと、ひたすら挑戦を続ける浅舞酒造さんに目が離せません!
世界に誇れる豊かで便利な村づくりを目指し、やりがいを感じられる産業を東成瀬村に作りたいと考える弊社にとって、浅舞酒造さんの取り組みは大変魅力的に感じました。
これからも、私たちなるテックは若い人が戻って来たくなるような、住みたくなるような町づくり・村づくりを目指していきます。
この記事を書いた人
- 愛知県から秋田県の東成瀬村に移住して来た「ちゃだこ」です。これまでは、パン職人と施工管理士を経験しており、現在はWebライターとして日々学んでおります。誰かの幸せのきっかけになれる素敵な記事をお届けしていきます!
最新の投稿
 働く2024年3月21日年商250億円の大企業「Orbray株式会社」の工場へ見学に/秋田県湯沢市
働く2024年3月21日年商250億円の大企業「Orbray株式会社」の工場へ見学に/秋田県湯沢市 住む2024年3月8日米作りから始まる酒造りがある「浅舞酒造」へ酒蔵見学/秋田県横手市
住む2024年3月8日米作りから始まる酒造りがある「浅舞酒造」へ酒蔵見学/秋田県横手市 働く2024年1月30日【サービス管理責任者を大募集】秋田県東成瀬村で就労継続支援B型事業所を開所致します!
働く2024年1月30日【サービス管理責任者を大募集】秋田県東成瀬村で就労継続支援B型事業所を開所致します! 働く2023年12月19日【もう限界】残業時間45時間はきつい。ブラック企業から抜け出す方法を紹介。
働く2023年12月19日【もう限界】残業時間45時間はきつい。ブラック企業から抜け出す方法を紹介。


